Results of a Field Exposure Program in Sweden
| Originally published in MTI CONNECT 2021, Issue 1. Download a PDF of the full article, including all tables and figures. |
Stainless steels are often found in process industries because of their high resistance to many corrosive environments. While the main concern may be the corrosivity of different process streams, the risk for external degradation from atmospheric corrosion cannot be neglected. Atmospheric corrosion occurs in the presence of a thin aqueous layer on the metal surface combined with pollutants from the atmosphere. The type of corrosion is most commonly local in the presence of chlorides, i.e. pitting or crevice corrosion [1-5]. The grade selection must be adequate for the required performance. There are two main factors that affect atmospheric corrosion resistance of stainless steel: the characteristic properties of the stainless steel used and the actual environmental conditions. In marine environments, the conditions may be especially demanding. Selecting a suitable grade for such environments requires knowledge of the actual atmosphere of the application. This article is based on data from a 6.5-year atmospheric corrosion field study performed at a Swedish marine test site, Bohus-Malmön. This site was chosen because of the lack of relevant information for stainless steel used in a marine climate in Northern Europe. Results are discussed in the light of the current understanding of the factors affecting atmospheric corrosion of stainless steel.
Materials and Test SiteWelded and flat sheet rectangular coupons (size 150 x 100 mm) of nine different grades were used in this study. The characteristics of the materials and the welding parameters are given in Tables 1 and 2. The cut edges were dry ground (320 grit) to minimize edge attack. The coupons were thereafter marked on the exposed side and cleaned before mounting [6].
The test site is located at the west side of Kvarnvik station in Bohus-Malmön on the west-coast of Sweden. The field test was performed from October 2009 to June 2016 (6.5 years). The racks were located less than 10 meters from the coast of the North Sea. The coupons were exposed in open and sheltered conditions at an angle of 45 degree and orientated to the south, facing the sea, see Figure 1. Duplicate coupons were exposed for most of the steel grades.
 Evaluation and Analysis of Contamination
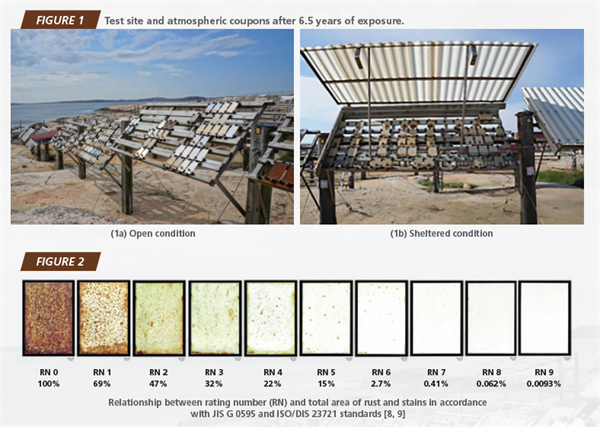
Evaluation and Analysis of ContaminationAll tested coupons were cleaned with water, followed by a short rinse in acetone before evaluation. Two criteria were chosen for evaluation of atmospheric corrosion resistance [2, 3]. The first is the ranking of the corrosion resistance based on the number of pits and the maximum depth of pitting attack on the flat surface or welded area under a microscope. Corrosion attacks shallower than 25 μm are classified as surface etching and are therefore excluded [7]. Edge attacks have also been disregarded. The second criterion used was a visual rating of the aesthetic degradation in terms of the extent of rust and stains on the exposed surfaces in accordance with JIS G 0595 and ISO/DIS 23721 standards [8, 9]. The area around the welds were excluded when evaluating the appearance rating. The average RN was calculated from two values obtained from two different evaluators.
The relationship between the RN and percentage of the specimen area with rust and stains is shown in Figure 2.
The deposited particles were collected before cleaning from some of the exposed coupons after 6.5 years exposure for evaluation of contamination of the stainless steel surfaces. The soluble contents of the deposits were dissolved in demineralized water by using ultrasonic cleaning. The resulting solutions were analyzed by ion chromatography for anions, such as chlorides, sulphates and nitrates [10,11].
Results and DiscussionThe Presence of Contamination of Stainless Steel SurfacesThe analysis of the dissolved deposits shows that the amount of soluble species was higher in the sheltered condition than in the open condition, as shown in Figure 3. The difference is especially noticeable for the chloride ion, which is about 30 times higher in the sheltered conditions. The main cause of this is most likely that there is no washing by rain in the sheltered condition, which often leads to higher levels of surface deposits.
Effect of Alloy CompositionThe effects of alloy composition on the atmospheric corrosion performance of the various stainless steel grades are summarized in Table 3, while images of coupons are given
in Figure 4. In this part of the article, the corrosion properties of the base material are in focus, so the welded areas were disregarded. Two types of corrosion morphology were
observed on the exposed surfaces of base material: uniform corrosion and pitting corrosion. The uniform corrosion was noticeable on the S40977, which has a chromium content of only 11.5%wt. The uniform corrosion attack on S40977 has developed from severe pitting, which has merged into a uniform attack with time. Pitting corrosion was observed
on all grades, except S32205, which exhibited the highest resistance to pitting corrosion of the different grades investigated. The number of pits was more than 20 for most of the grades, and the maximum pit depth depended on the alloying level and exposure condition. Three types of degradation were distinguished on the exposed coupons: discoloration, staining and red rust. Grade S40977 was covered with 100% red rust (RN 0) for both exposure conditions (see Figure 4). The grades S40977, S43000, S44400, S30403, S31603, S32101 and S32304 exhibited discoloration, red rust and stains on the exposed coupons. The spotty red rust and staining severely reduces the aesthetic appearance.
For the more resistant grade S32205, discoloration is the main form of surface degradation in the sheltered condition. The chloride ions in the atmosphere were found to be the main cause of pitting corrosion and surface degradation. In the marine test environment, it is necessary to use high chromium and molybdenum containing stainless steel, such as grade S32205, to prevent corrosion and surface degradation. The results give good agreement with the corrosion resistance class (CRC) system in the Eurocode 3 standard
(EN 1993-1-4:2006+A1:2015) and the Design Evaluation System tool-IMOA program [12, 13].
Effect of Surface RoughnessIn order to understand the effect of surface roughness on the degradation of the stainless steel surface in the Swedish marine environment, three different surface roughnesses,
Ra: 0.2, 0.5 and 0.8 μm, of duplex S32101 were exposed. A surface roughness of Ra ≤ 0.5 μm is often recommended for use in a highly corrosive environment [14]. The results demonstrate that a smooth surface has a beneficial effect on surface degradation. A smooth surface finish (Ra 0.2 μm) retains less rust or staining and provides a better appearance than a rougher surface (Ra 0.5 and 0.8 μm), see Table 4 FIGURE 4 and Figure 5. The higher degree of degradation of the specimens with a rougher surface became
obvious, particularly when there is no cleaning (sheltered). In terms of corrosion performance, no significant effect of surface roughness on depth of pit attack was observed. On the other hand, the difference in pit depth could clearly be seen between the open and sheltered exposures with deeper attacks for the sheltered. This supports the conclusion that a smooth surface can be used in combination with appropriate alloy selection to achieve the desired long-term corrosion performance.
Effect of Post-Weld TreatmentThe effect of different surface treatments after welding on the corrosion resistance of stainless steel has been investigated on S31603, S32101 and S32205. Two different types
of welded coupons were prepared: as welded and laboratory pickled weld for S31603 and S32101. For S32205, two different types of welded coupons were tested: as welded and post-weld cleaned by shot blasting and pickling in the laboratory. The results (see Table 5 and Figure 6) demonstrate that there is no significant difference in maximum pit depth in the weld areas for S31603 and S32101.
Significant difference in pit depth can be seen between the open and sheltered condition, with deeper pits for the sheltered one. For S32205, no pitting was observed in the weld
areas for both as welded and treated surfaces. In terms of appearance, it can clearly be seen that the post-weld treatments are beneficial. Acid pickling removes the oxide scales
formed during welding process from the steel surface. This will restore the passive layer and form a clean and corrosion resistant surface. In case of S32205 the sandblasting
is used before pickling of the weld because the oxide scale is too thick and exhibits high chemical resistance. The sandblasted and pickled surface has a very rough surface (Ra
~6 μm) which can be compared with the original 1D surface (Ra ~3 μm). Even if the sandblasted and pickled surface is very rough, it still exhibits a higher corrosion resistance than the original 1D finish with the weld oxide left on the surface [2].
Effect of Exposure ConditionStainless steel exposed in open or sheltered environments can give differences in corrosion performance and aesthetic degradation. Exposure condition must be taken into consideration when aesthetic performance is valued. A sheltered condition that is not cleaned accumulates dust and deposits of aggressive species, which can create a more aggressive environment. The obtained field results, as well as the analysis of the surface deposits, clearly indicate that the sheltered condition was more severe compared to the open condition, facilitating corrosion of susceptible stainless steels. This result is in agreement with the general observation from other European tests [5] showing that regular washing of exposed specimens by rainfall results in less staining than on those specimens, which are sheltered.
Contributed by: SUKANYA HÄGG MAMENG, LENA WEGRELIUS, BJÖRN HELMERSSONAVESTA RESEARCH CENTRE, OUTOKUMPU STAINLESS AB, AVESTA, SWEDEN