ABSTRACTPrecipitation-hardened nickel-based superalloys have long been known as the material of choice for industrial gas turbine blade applications. They derive their high temperature
strength from γ’ precipitates. However, exposure to elevated temperatures for long durations can lead to strain-age cracking (SAC). In this case study, we present a failure analysis performed on a fractured turbine blade retrieved from the second stage of a gas turbine, driving a three-stage natural gas centrifugal compressor. The blades were reported to be manufactured from Inconel 738 (IN-738) alloy and coated with an intermetallic nickel aluminide silicon-enriched outer layer. Visual examination, stereo microscopy, scanning electron microscopy (SEM), energy dispersive x-ray spectroscopy (EDS), metallography and chemical analysis were performed. It was determined that the turbine blade fracture initiated in fatigue at a high stress region (tie wire hole). However, the crack propagated in an intergranular fashion due to the formation of embrittling grain boundary precipitates (possibly generated during the coating process). The chemical composition of the turbine blade did not meet the requirements for IN-738 alloy. However, it more closely matched to another precipitation hardened nickel-based alloy — Waspaloy. The base material hardness was above the maximum prescribed for Waspaloy forgings indicating the likelihood of additional aging during service. The hardener content (aluminum + titanium = 5.5%) was also high enough to place the material in the susceptible portion of the C-curve for SAC.
INTRODUCTIONPrecipitation-hardened nickel-based superalloys, such as GTD-222, IN-738, Nimonic 263, Waspoloy, René 41, are often used for turbine blade materials. They derive their excellent creep/hot-corrosion resistance, even at temperatures exceeding 1200°F, due to the formation of γ’ (Ni3(Ti,Al)) strengthening precipitates.
1-5 However, exposure to elevated temperatures for long durations can lead to strain-age cracking (SAC).6 A fractured turbine blade retrieved from the second stage of a gas turbine was sent to the lab for failure analysis. The turbine drives a three-stage natural gas centrifugal compressor. The blades were reported to be manufactured from Inconel 738 (IN-738) alloy and coated with an intermetallic nickel aluminide silicon-enriched outer layer. The aluminide coatings are known to provide additional high temperature corrosion resistance (for use above 1600°F).1 As per the client’s maintenance procedure, the turbines are rebuilt after 50,000 hours of operation. The turbine rotor is removed for refurbishment and a rebuilt rotor is installed in its place. However, the first and second stage blades (also called “buckets”) are reused until they reach 100,000 hours of operation, after which they are discarded at the next overhaul. The fractured blade was on its second campaign and had logged approximately 95,000 hours of operation.
With respect to the driven equipment and the process within which it operates, there are three stages of compression. The first stage is supplied by the field compression at an inlet pressure of 95-160 psig. The field compression is composed of multiple compression sites taking all of the well head compression through the gathering system and pushing the natural gas to the inlet of the client’s plant.
LABORATORY RESULTS
Visual ExaminationFigure 1 shows as-received photographs of the fractured turbine blade at various orientations. The matching fracture face could not be recovered. Figure 2 shows a close-up photograph of the fracture surface. The fracture surface close to the trailing edge of the turbine blade had a bluish tinge.
Figure 3 shows close-up stereo micrographs of the fracture surface at the leading and trailing edges of the turbine blade. The red arrow indicates the plane the blade was sectioned on for further metallographic analysis (following SEM fractography).
Scanning Electron Microscopy (SEM) Examination The fracture surface was ultrasonically cleaned and SEM fractography was performed (Figure 4). Higher magnification images were taken at the fracture faces marked by the yellow dashed boxes: Leading edge (region A), center (region B) and trailing edge (region C) as shown in Figures 5-7 respectively.
Figure 5 shows higher magnification SEM images of region A indicating intergranular fracture facets.
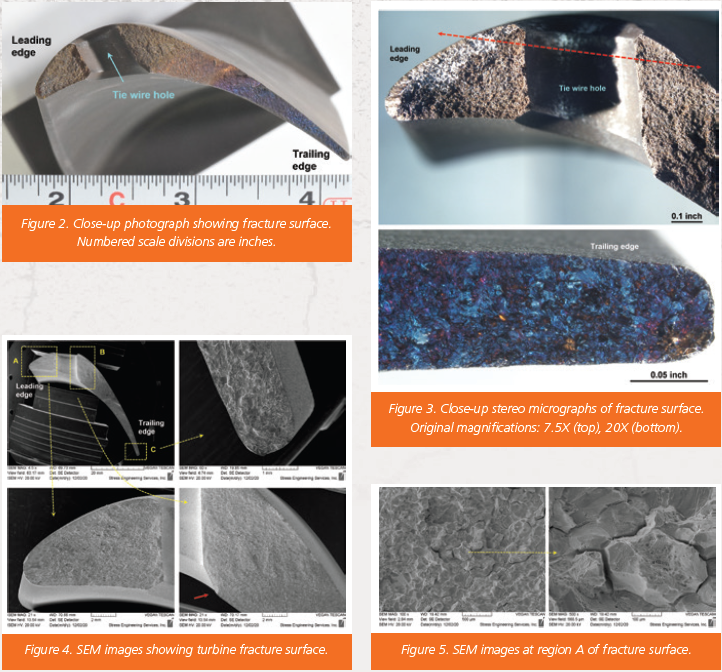
Figure 6 shows SEM images of region B. Two types of fracture facets were observed: Intergranular fracture at the mid-wall region, and fatigue fracture at the region close to the tie wire hole on the pressure side of the turbine blade (red arrow in Figure 4). Striations indicative of fatigue (white arrows in Figure 6) were observed in the higher magnification images.
Figure 7 shows SEM images of region C. Facets indicative of stage 1 fatigue were observed at the tip of the trailing edge. Fatigue striations (white arrows) were also observed within some of these facets.
Energy dispersive x-ray spectroscopy (EDS) analysis of the fracture surface at regions A, B and C was performed prior to ultrasonic cleaning. As shown in Figure 8, the deposits in region A primarily consisted of oxygen, magnesium and silicon.
Precipitate-like particles were observed at the grain boundaries of the intergranular fracture in region B and consisted of oxygen and titanium with traces of chromium, cobalt and nickel (Figure 9).
The deposits in region C primarily consisted of oxygen and silicon with traces of sodium, magnesium, aluminum, calcium and iron (Figure 10). EDS analysis of the turbine blade coating indicated that it primarily consisted of oxygen, aluminum, nickel, chromium with traces of cobalt, titanium and iron. Analysis of the base material indicated that it contained nickel, chromium, cobalt and aluminum with traces of titanium, molybdenum and iron.
Metallographic ExaminationA portion of the fracture surface was sectioned and prepared for metallography (Figure 11). Optical micrographs were recorded at the green boxed regions and are shown in Figure 12. Higher magnification micrographs of the fracture surface were taken at either side of the tie wire hole (Figure 13). The fracture morphology was intergranular, and the microstructure appeared to be sensitized. Figure 14 shows the general microstructure of the turbine blade base material consisting of austenite grains, likely sensitized. Micro-hardness measurements were taken along the fracture surface cross-section (Figure 15). The average hardness value was 428 HV, which was well above the prescribed hardness maximum 398 HV for forged Waspaloy materials.
Chemical AnalysisChemical analysis of a representative turbine blade base material was performed using optical emission spectroscopy (OES) (Table 1). The results indicate that the chemical
composition did not match that of IN-738 alloy. The material was sent to another lab to confirm the chemistry and the results were similar. The chemical composition of the blade base material appears to be a close match to Waspaloy — also a precipitation-hardened nickel-based alloy, much like IN-738 — but containing higher chromium, cobalt and molybdenum contents.
DISCUSSIONSeveral examinations of the fractured turbine blade were performed. It is evident that the fracture initiated in fatigue. Striations indicative of fatigue failure were found near the tie wire hole (highly stressed region) as well as close to the trailing edge. However, intergranular facets were also observed throughout the fracture surface. Optical microscopy indicated a likely sensitized austenitic microstructure. Additionally, the blade base material chemistry did not match up to the reported IN-738 alloy. Instead, the chemical composition more closely matched to another precipitation hardened nickel-based alloy — Waspaloy.
Waspaloy derives its strength due to the formation of γ’ precipitates.
4-6 However, exposure to elevated temperatures (1300-1600°F) for long durations (10-100 min) can lead to hardening of the matrix, grain boundary embrittlement (carbide-formation) and intergranular fracture in welds.
6 This phenomenon is called strain-age cracking (SAC) and is similar to reheat cracking in welds. Although this turbine blade was not a welded component, the nickel aluminide coating was deposited onto the substrate at elevated temperatures (1600-1800°F); thereby possibly embrittling the base material. The hardness of the base material was found to be above the maximum prescribed for Waspaloy forgings indicating the likelihood of additional aging during service. Based on the literature, the hardener content (aluminum + titanium = 5.5%) was also high enough to place the material in the susceptible portion of the C-curve for SAC.
6 Grain boundary precipitates were found during EDS analysis. Once the fracture initiated in fatigue at a high stress region, such as the tie wire hole, it propagated in an intergranular fashion from the presence of embrittling grain boundary precipitates.
CONCLUSIONS1. The turbine blade fracture initiated in fatigue at a tie wire hole. However, the crack propagated in an intergranular fashion due to the formation of embrittling grain boundary precipitates (possibly during the nickel aluminide coating process).
2. The chemical composition of the turbine blade did not meet the requirements for IN-738 alloy. However, it more closely matched to another precipitation hardened nickel-based alloy — Waspaloy. The hardness of the base material was above the maximum prescribed for Waspaloy forgings indicating the likelihood of additional aging during service.